Optické sklo sa pôvodne používalo na výrobu skla pre šošovky.
Tento druh skla je nerovný a má viac bublín.
Po roztavení pri vysokej teplote rovnomerne premiešajte ultrazvukovými vlnami a prirodzene vychladnite.
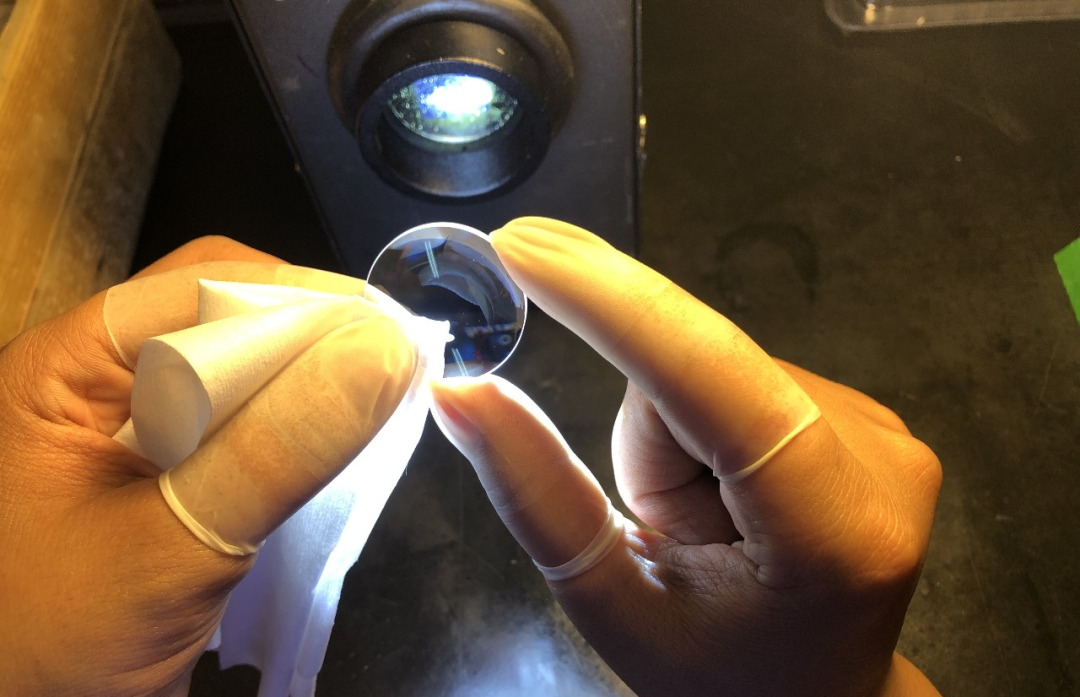
Potom sa meria optickými prístrojmi, aby sa skontrolovala čistota, priehľadnosť, rovnomernosť, index lomu a disperzia.
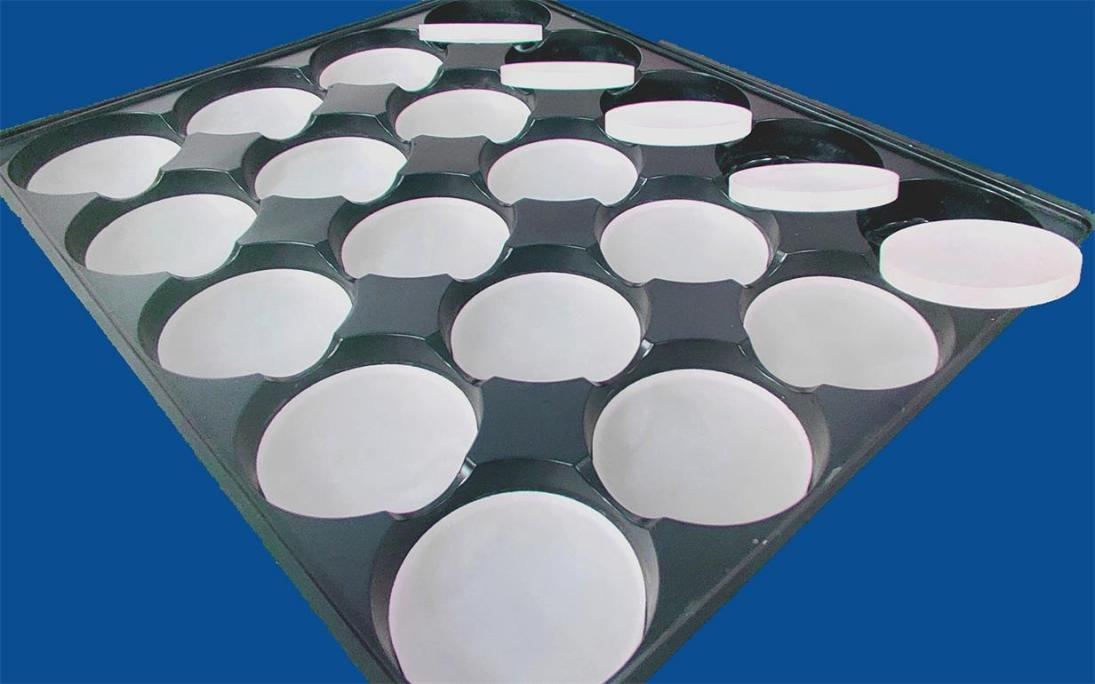
Po úspešnom absolvovaní kontroly kvality je možné vytvoriť prototyp optickej šošovky.

Ďalším krokom je frézovanie prototypu, odstránenie bublín a nečistôt na povrchu šošovky, čím sa dosiahne hladký a bezchybný povrch.

Ďalším krokom je jemné brúsenie. Odstráňte povrchovú vrstvu frézovanej šošovky. Pevný tepelný odpor (hodnota R).
Hodnota R odráža schopnosť materiálu odolávať stenčovaniu alebo zhrubnutiu, keď je vystavený ťahu alebo tlaku v určitej rovine.
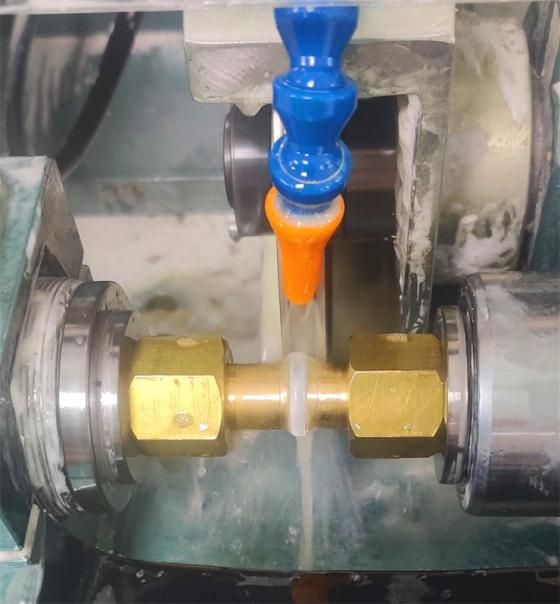
Po brúsení nasleduje centrovanie a brúsenie hrán.
Šošovky sú orezané z pôvodnej veľkosti na stanovený vonkajší priemer.
Nasledujúcim procesom je leštenie. Použite vhodnú leštiacu tekutinu alebo leštiaci prášok, jemne brúsená šošovka sa vyleští, aby vyzerala pohodlnejšie a elegantnejšie.


Po leštení je potrebné šošovku opakovane čistiť, aby sa odstránil zvyšný leštiaci prášok z povrchu. Toto sa robí, aby sa zabránilo korózii a rastu plesní.
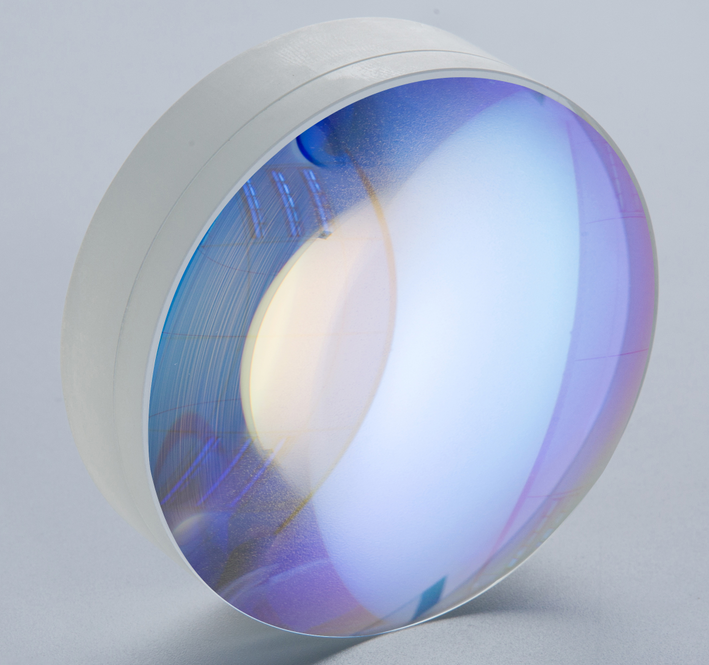
Po úplnom vysušení šošovky sa na ňu nanesie povlak podľa výrobných požiadaviek.

Proces lakovania založený na špecifikáciách šošovky a na tom, či je potrebná antireflexná vrstva. Pri šošovkách, ktoré vyžadujú antireflexné vlastnosti, sa na povrch nanesie vrstva čierneho atramentu.

Posledným krokom je lepenie. Vyrobte dve šošovky s opačnými hodnotami R a rovnakým vonkajším priemerom lepeného spoja.
V závislosti od výrobných požiadaviek sa použité procesy môžu mierne líšiť. Základný výrobný proces kvalifikovaných optických sklenených šošoviek je však rovnaký. Zahŕňa viacero krokov čistenia, po ktorých nasleduje manuálne a mechanické presné brúsenie. Až po týchto procesoch sa šošovka môže postupne premeniť na bežnú šošovku, ktorú vidíme.

Čas uverejnenia: 06.11.2023


